|
�����뻡�����ҹ�˾ij�aƷ�ϵ���������ø��� 616 ��Ƴɣ����ڽY����Ҫ��Ҫ���� 3 mm ��� 616 䓰��Ϗ��Ƴ� 1 / 4 ���A���Π��������ʻ��εİ� U �ͽY�����Π�������Խo����������ģ���OӋ�����һ�������y��
1 ����ԭ���ӹ���r
ͨ�������Q���ď���������Ҫ���]�����������r���a�������Q�Ă������������ģ���OӋ�����O���˷����������г��F��ƫ�ƣ�һ����ͨ�^��ģ�����O�É����b�ã����ö�λ���ƫ�ƽY�����˷����������r���ܳ��F������λ��
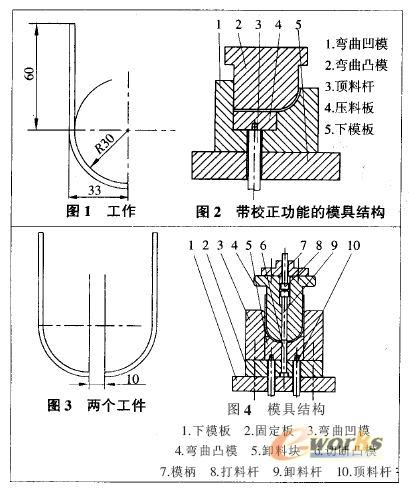
���]��ԓ�N���ϵ��������ȼ��������ȵ��c׃�ο������P�Ĕ�ֵ�^�؏�Ҳ�^��˸��������ĽY�����OӋ����D 2 ��ʾ��У�����ܵ�ģ�߽Y��������ģ�����ډ����C�ϼӹ������ȣ���ϗU 3 �ډ��C���Ծ��_���������£������ϰ� 4 ������c������ģ 1 �Ҷ���ƽ�R�������r�����������ڰ�ģ���ϣ����C���K���ƣ�����ģ 2 �c���ϰ� 4 ��ͬ�����ω��o���S�����C���K�ľ������ƣ�����ģô������ģ 1 �͉��ϰ� 4 ��u�����ω������͡�
��˷��������چ�߅�����γɵĂ���������ɵİ��ϻ��Ɔ��}����ģ�߽Y���OӋ�r����ʹ������ģ 1 ����˱��Ҷ˸߳� smm �����϶�λ�ڏ�����ģ 1 ����棬���������Ϗ���ǰ�����ϰ� 4 �㱻��ϗU 3 ������c������ģ 1 �Ҷ�ƽ�R���Ķ�ʹ�����ڶ�λ��������У�ε�ȫ�^���У������ܵ�����ģ 2 �����ϰ� 4 �ĉ��o���͏�����ģ 1 �������������K���ã���Ч�ط�ֹ�˹����ď�����λ���M�܌�ʩ�ˉ�߅�������ڂ����������µ�ƫ�Ƶõ��˿��ƣ��������� 1 / 4 �ĈA���������������ĽDz���׃�΅^��ҲС��ʹ�A��λ���y�Կ��ƣ���֮�ǶȻ؏���Ӱ푣�ʹ�������ܝM���Π�Ҫ��߀������ȫ�ΘӰ������˹�У�������C�A�����ȡ��鱣�C 1 / 4 ���A���Π������Ҫ��ˇ��ֻ�ܲ��ýo�A���A���ӹ�����У�����ٙC�ӹ�ȥ���ķ�����
���ڹ������ȸߣ�У�����y����ɹ��˲������ȴ������������˙Cе�ӹ��ȹ���ʹ���aЧ�ʽ��ͣ��aƷ�ɱ����ߡ�
2 ��ˇ���M
���������y��ֱ�ӵõ������Π��ԭ����Ҫ�Ǐ����^���У����ڲ��������ʵIJ��_��ʹ׃�����Ԍ��y�Կ��ƣ����չ�_�L�ȵ�Ӌ�㲻�ʴ_�����������돽 R / t = 30 / 3 = 10 �^���ϵ�׃�γ̶�С���ڰ������ԌӃɂȵļ�����׃�΅^�Լ�����׃�΅^��׃���еď���׃�α���С���γɲ��ϵijߴ缰�ǶȻ؏���
����Ƽӹ��l������횘����������Y�������]�� U �ͼ��Ļ؏������߅���ϵ�����ƣ��Q�����M�ӹ���ˇ�����飺���Ãɼ��ϳ�һ�������� U �ͼ����в���ֱ߅���B������ɏ��κ��ٛ_�гɃɂ�������D 3 ��ʾ����
3 ģ�ߵĸ��M
�ڳ�ַ��������Ĺ����Y���Ļ��A�ϣ���������aЧ�ʣ����C�����Π�Ҫ��ͬ�r�������a�ɱ��������˵Ąڄӏ��ȣ��OӋ��һ�N�����Д��ͺ�ģ��ģ�߽Y����D 4 ��ʾ������ģ�������ډ����C�ϼӹ���ģ�� 7 ���b�ډ����Cģ�����У���ϗU 10 �ډ��C���Ծ��_��������ж�ωK 5 ����c������ģ 3 ƽ�R�������r����������ģ���m��λ�ã��_�����K�_ʼ���ƣ�����ģ 4 �����c���Ͻ��|���ڏ���ģ�|������ģ 3 ��ж�ωK 5 �Ĺ�ͬ�������_ʼ�������ϣ��S���_�����K�����ƣ��Д�ģ 6 Ҳ�_ʼ�c���������εİ��Ʒ���|�����Ǐ���ģ 4 һ߅����������У����һ߅�c�Д�ģ 6 ��ͬ���ã��������гɃɼ�����ɹ����ļӹ���
�S�����K�����ƣ��b�ډ��Cģ�����еĴ��ϗU 8 �c�����C�еĴ��ϙM�U��ײ��ж���������ϗU 8 ����ж�ϗU 9 ����ж�ϗU 9 ���_�еďU���Ƴ�����ģ 4 ����ǻ���c��ͬ�r���ӹ��õĹ���ͨ�^ж�ωK 5 ����Ҳ��픳�������ģ 3 ����ǻ��������������ļӹ���ģ���D����һ������ѭ�h��
����ģ�߹����ĺ��m�A�Ξ鏝�����Д��ͺϣ��鱣�C�����ľ��ȣ������������Д�ĕr�C��ʹ�Д�ģ 6 �ڹ���������ɏ����r���_ʼ���|���ϡ���ˑ������Д�ģ 6 �߶ȣ�ʹ��H���]�Ϻ��ж�ωK 5 �˸߳� 4mm , �Ķ��ȱ��C�˛_�еĹ��������ֱ�����Ӱ푏��ξ��ȡ�
����ģ 4 ���Ǐ��ε�ģ���ǹ����Д�İ�ģ�����������c������ģ 3 ����ǻ�����C���揝���g϶ 3 . 0 - 3 . 1 mm �����ǻ�c�Д�ģ 6 �x��С�g϶�����C����_���g϶ 0 . 15 ~ 0 . 18mm �������ǻ�cж�ϗU 9 ���g϶���C�� 0 . 1 ~ 0 . 2 mm ���Ա��C���μ����Ϝʴ_��ж�Ͽɿ���
4 �Y�Z
���M�OӋ��ď����Д��ͺ�ģ�������졢ԇģ�����a�Ĺ���һ���Է��ψD��Ҫ�������a�������f�����aƷ�|��������ģ�߹����ɿ���
|
