���XȦ�X���ļӹ����y��
4.1���XȦ�X���ķ��ɼӹ�
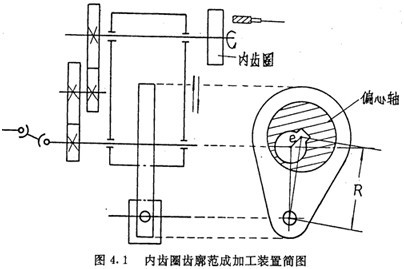
Ŀǰ�����ƗU�p�������������a�У�����XȦ�X���ļӹ����õĶ��Ƿ��ɼӹ��������ӹ��ĊA�����ߵ������\����ȫģ�M�p�������\�ӡ���������ƫ�ľ�e��һ��ƫ���S��ƫ�ľ�e�팍�F���������İ돽Tb�c�ȝL�Ӱ돽Tz֮����ƫ���S�Ď��������̶��c�ľ��xR�팍�F�����ӱ��ɒ�݆�Ă��ӱȁ팍�F����D4.1��ʾ��
���ɼӹ������п��١����ס������ă��c�����ʽ�b�ÿ����鸽�����b�ڬF�еĝL�X�C�ϡ�ȱ�c�ǵ��߱����ȫ�c�ƗU��L��ֱ����ͬ�����Ҍ����ƗU�p������ÿһ���в�ͬҎ��Ҫ���Q���b�������ڮaƷϵ�л����a���M�ܼӹ��b�ñ��������{���úܾ��_�������ߵ�ĥ�p���M��������ղ������Լ������S�����XȦ������Fƫ��Ȇ��}�o���ӹ����XȦ�����ܴ��`�
4.2���XȦ�X���Ĕ��ؼӹ�
���XȦ�X�����Ô�����M�дּӹ����Ô���ĥ�M�о��ӹ���������ҪӑՓ��Y54�LjA���ز��X�C�ϵļӹ�������
4.2.1Y54���ز��X�C�ӹ��X��������ԭ��
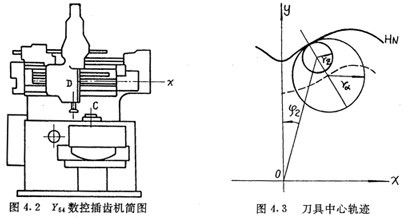
��Y54���X�C����ɵķLjA���ؼӹ��C������X��C��D���S�Ӂ팍�F���o�������Ĕ��ؼӹ�����D4.2��ʾ��D�S�ǵ��ߵĻ��D�����S���ӹ��X�������r�����ÈA�β嵶���嵶һ߅�@D�S���D��һ߅��D�S�����������\�ӡ�C �S�ǹ����_���D�S�����ӹ��Ĺ������ڹ����_�ϡ���X �S���Ƅӱ��C�����X�����M������X�Sʼ�K�ڵ����D����D�S�������_���D����C�S���B���ϡ��@�����S�քe�ɱ��}�_��̖�ӵ�������ͬ���M늙C�����ӡ��������ӹ��X�������ķ���ʽ���������ӹ��X�������ķ���ʽ���ɵó���������܉�E���̣������ֽ����X �S������M�����@����C�S�����D�ɂ����������Ɍ��F���X���Ĕ��ؼӹ���
4.2.2�������ĵ�܉�E
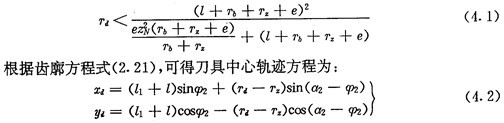
�������֪���Ô��ؼӹ��X���r��������A�嵶���ĵ�܉�E�����DZ��ӹ����XȦ�X�������ăȷ���Ⱦྀ����D4.3��ʾ���A�嵶�İ돽�ɲ����ڌ��H�ƗU�p�����НL�ӵİ돽��ֻҪ���߰돽TdС�ڃ��XȦ�X�����X��������С���ʰ돽���ڼӹ��^���в����l���������漴�ɡ����ڼ�������ƫ�ĈA���ƗU�p������������2. 35��ʽ���ɵò��l����������ėl���飺
���Ѕ���l
1��a
2�c

�Pϵ��ʽ��2.36������2.37������2.38����
����ʽ��4.2����������ز��X�C������{��������
4.2.3���ؾ���
Y54���ز��X�C�Ĕ���ϵ�y�����M��ֱ���c��ͨ�C�M���B�ӣ�ͨ�^�C�ϵ�һ�K�ӿ��·��ֱ�ӿ��Ʋ��M늙C�����·������������ӳ����ֱ�Ӳ����C�ϵĸ��Z�Ծ��ƣ��书���nj��ɵ�������܉�E���õ����xɢ���������^һ���IJ��a�\�㣬׃�����������M늙C������}�_������̖���Ķ����Ҫ��ļӹ��΄ա�
�ṩ�o�����ӳ���đ���һ�M�քe��x�S��C�S��D�S�l�����}�_��nz��nc��nD���ɔ����ӳ����@�M�}�_�M�о��Բ��a�\�㣬�Ķ���ݔ��������Ϣ�D���ɲ��M늙C�\�ӵ��}�_�������}�_�l������Ҫ����M�o�ٶțQ����
���Բ��a���Ô�ֵ�e�ַ���DDA)�������c���\���ٶȿ죬�}�_����������ڌ��F���S�\�Ӽ��L�Ƹ��N�������������w���F�����ǣ�
�x��λ���������S�������S�����xȡnz��nc��nD�������е����ֵ�����}�_�������nm����nx��nc��nD�քe������ۼ������ۼӣ�ÿ�ۼ�һ���Д���ۼӺ��Ƿ���������ֵnm�������ڣ��t�oԓ�S�lһ���}�_��ͬ�r��ԓ�ۼ����Мpȥ�����ֵnm���@�������Sÿ�ε����r����һ���}�_ݔ�����������Sֻ���ڝM��l���r�����}�_ݔ������nm�ε������Sͬ�r�_���K�c������S�l����Ե��}�_������
ǰ��������ӹ����XȦ�X���r�������ĵ�܉�E���̣����˵õ������ӳ���������}�_������߀�����������ֳ����ɶΣ������ÿ���Б��քe�������S���l���}�_����
��ˣ����ȑ���ʽ��4.2������O������ʽ
���ڌ��H�ӹ����ǃ��XȦ�@���������S�������_C�S�����D�������ǵ����@C�S���D����ֻ����x�S�����Ƅӡ�������γ�ʽ��4.3����ʾ���������O��Pd��׃���ɵ�����x�S��׃���팍�F���O�Ǧ�d��׃���Ƀ��XȦ�@C�S�����D�팍�F��
��������ȡ�����c�����������c�g��ÿһ�^�Σ��O���͘O�Ƕ���������������Pd������d�D�Q���������}�_��nx��nc������y54���ز��X�C��ÿ���}�_��x�S������M�o����0.004mm����C�S��D���D�ӵĽǶȶ���15"�������
��ʽ�мٶ���d�Ć�λ�ǻ��ȡ�
D�S���D��ֻ�Ǟ���ʹ����ĥ�p���^���������γɃ��XȦ�X������횵��\�ӡ�
���w���̕r߀��ע���}�_����ؓ�Ƿ��������\�D����һ���Լ��ӹ��r���ߵij�ʼλ�á�
4.2.4�C���{��
�C���{�����m���c��ֱ��Ӱ푵����ӹ��XȦ���|�����ӹ����XȦ�X���r���ز��X�C�����{�������c����ͨY54���X�C�ϼӹ����X݆���{������������ͬ���eע�������c��
(1�����XȦ�X���İ��b�c����
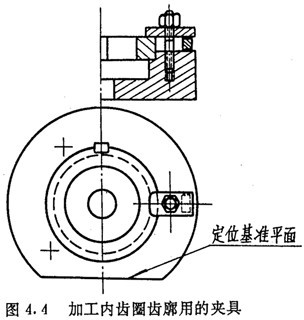
���XȦ�X���Ĕ��ؼӹ��������XȦ�⏽���ɶ��涼���ӹ����M�еģ���ˣ����Զ��漰�⏽���鶨λ���ʡ���A�߿�������ᔉ���Y������D4.4��ʾ���A�߃ȏ����M���ӽ��XȦ�⏽����ǧ�ֱ��ԊA�߃ȈA��������������_�S�ġ�
���XȦ���ƗU�p�����ęC�����ǿ���λ�����̶��ġ�������⏽���ж�λ�ۣ��b��r�ɂ��XȦ�Ķ�λ�ۑ��քeλ�ڙC�������҃ɂȡ�����ʹͬһ�ƗU�p�����Ѓɂ��X���Π���ȫ��ͬ�ă��XȦ�܉�180�㲼�ã����X���ӹ�ǰ�������XȦ�⏽���_�ۣ����ؼӹ��Դ��I�۞鵶�߶�λ���ʡ���D4.4��ʾ�����˱����������������A�ߕr������λ�I������һ����λ����ƽ�棬ͨ�^ǧ�ֱ�������ʹ���cx�Sƽ�С�
(2������
�ڔ��ؼӹ��^���У��������ľࣨ���������x�������D���ĵľ��x�������ľ�����ʽ��4.3������ʾ�����O�������ڌ����r����ʼ���ľ��c������ʼ�O���������һ�����IJ�ࣨһ���10mm��30mm)���@�Ώ������������ؼӹ�һ�_ʼ�ɵ��ߏ����M�o����ɡ����������������c���س����е�������������ϡ�
�����M�o��Ҫ�����m��������̫���X��һ���A�h�Σ����˲���ʹ�M�o���^�ɷ����ɴ��M�мӹ���ÿ�ζ���ʹ��ͬһ�������ļ���ֻ����ÿ�Ό����r��ʹ���߳�ʼ���ľ������������ӡ�
�c���ɷ���ȣ����ؼӹ��ă��c�Ǿ��ȸߣ�����������ʹ��ͬһ�ѵ��ӹ���ͬҎ��ă��XȦ�X�������܌�����ĥ�p�M���a������ȱ�c�nj����M�П�̎����ľ��ӹ����ʹ�Ô���ĥ����
4.3���XȦ�X��������
4.3.1���XȦ�X�����ε�Ŀ��
�ɷ���ʽ��2.21����ʾ�ă��XȦ�X���ǟo��϶�ģ����A�������е��ƗU����Փ�Ƿ�̎�ڹ�����B�����Ǻ̓��XȦ�X������|�ġ�����ʹ�ƗU�p���������b��ͱ��C���õĝ��������H���ƗU�p�������ܲ����@�N�o϶���ϵ���Փ�X��������������϶���ϵ������X���������X�����������R�،���Փ�X���M�������������õ����X�������X�����γ��˽o���ς�������һ�������g϶�⣬����Ҫ����ʹ�������ܵõ����ơ����������X�����Π�ͅ����ǃ��XȦ�X���ӹ���һ����Ҫ���}��
���XȦ�X�����κ��_���������B��ԓ�ǣ���һ���X��픡�����������Ҫ�Ա����X픡��X�������ڇ��ϣ��pС�������졢�b���`����ɵć��ϛ_������߇���Ч�ʡ��ڶ������X���в�������ҪС�ұM���ܾ���ֲ��������^�L�Ĺ����^���Ա��C������ͬ�r�����X������߳��d������������������������Ҫ�⻬���Ա��C�C���\��ƽ����
4.3.2�����������η�
�Ƀ��XȦ���X������ʽ��֪�������XȦ�X����Ӱ푵ą������ƗU�L��l��ƫ�ĈA�������İ돽Tb��ƫ�ľ�e�Լ��L�Ӱ돽TZ0�ڔ��ؼӹ��У��քe��ÿ�������o�Բ�ͬ���������t���γɵ��X���g϶�c���ɼӹ���������ˇ������������X���g϶��ͬ������Ϊ���ij�������o��������ͬ�r�o�ׂ����������IJ�ͬ�M�ϣ���Ӌ��C�M�д�����Ӌ�㣬�õ����N��ͬ��ʽ��������������Ҏ�ɣ��ɹ��OӋ���x��
a.��һ������������
�Ⱦ����Σ��o����T
Zһ��������T
Z���õ���������������Փ�X�������ķ���Ⱦྀ��
�ƾ����Σ��o����lһ��������1����o����T
bһ�������ӡ�T
b��ʹ���ӹ��X����ԭ����Փ��r��������һ�������M����ȡ�
�Ϊ�ʹ��ƫ���������r�������X픶λ��X���ήa���^ӯ���ʲ��˲��á�
��Ҋ��һ��������������Ч���xǰ��������X������Ŀ�����̫�h���ʳ����������ĽM�����Ρ�
b.�Ⱦ��ƾ�����
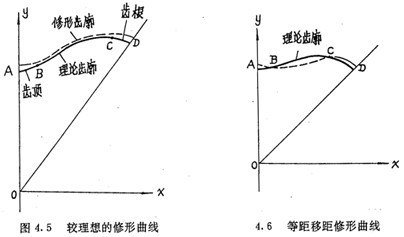
�o����Tzһֵؓ������-��Tz)��ͬ�r�o����l-��ֵ������l��Ӌ��������������Π���D4.6��̓����ʾ�������������F�����X픣��X���������^���Ŀ�ˣ��D4.6�е�AB�μ�CD�Σ�����Ҫ���ڱ���픸��������^���ǰ���£����X���жΫ@���^�L�Ĺ����^BC�Σ��oՓ����{����������-��Tz����l�������y�_���^�����Ч�������������M�����Σ�Ҳ��ͬ�ӵĆ��}����ˣ���Ҫ�о�һ�N����������η�����
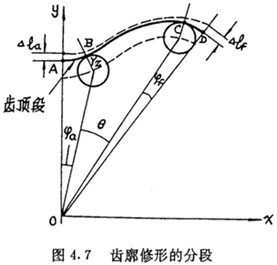
4.3.3�ֶ����η�
�ֶ����η��Ǟ����_���^��������Π�B�������һ�N�܉��ڔ��ؼӹ��Ќ��F���X�����η��������������κ�Ҫ�_����Ŀ�ˣ����X���ֳ����Σ���D4.7��ʾ���ڹ�����BC��ֻ�M�����ĵȾ����Σ����X픶�AB���X����CD��ͬ�r�M�еȾ��Tz���ƾ��l�����������Ρ�
a.�X���жε�����
�X���ж����ε�Ҫ�������^С�Ҿ���ֲ��ķ����g϶���o����Tz������Tz�������_���@��Ŀ�ġ��˕r�ж�BC���κ���X�����̞飺
��ʽ��l
1��a
2�c

���Pϵ�Ԟ�ʽ��2.36������2.37������2.38��������@Щ�Pϵʽ�е�T
Z��ȝL�Ӱ돽���ʲ�׃���ж����η����ǣ�
�F�ځ��C���X����������c�ж����������ǹ⻬�B�ӵġ�
��һ����
=

̎���������B�m���@Ȼ����
=

�r��l
a=l��a
2a=a
2���˕r���̣�4.8����׃���˷��̣�4.6����
�ڶ�����
=
̎������������ͬ���о����O�X픶������������о�б�ʞ�k
a���t��ʽ��4.8���ɵã�
�ж������������о�б��km���ɣ�4.6��ʽ��ã�
�@Ȼ��
=
�r����k
a=k
m�����X����������c�ж����������⻬�B�ӡ�
c.�X�������
�o���X�����ν�

�͏��������������l
f���x���ƾ�����������
ͬ�ӿ����C�����X�����������c�ж���������Ҳ�ǹ⻬�B�ӵġ�
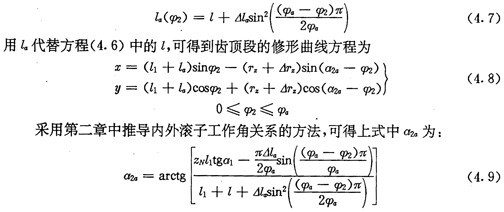
4.3.4���Ό������ƗU����Ӱ�
���XȦ�X������֮�����ڹ����^��ǵĜpС��ʹͬ�r���ӹ������ƗU��Ҳ�������p�١��������ƗU֮�g�����ĽǞ�

����һ���X�����������ĽǞ�

��

�c

֮���w�F�������ɂ��ƗU���������X����ʼλ�õIJ��ӛ��

=

-

���Q��

��λ�ò�ǣ���D4.8��ʾ���ĈD��֪�������ƗU�Ĕ�Ŀ�����ƗU�����^����c��
�ı�ֵ���ƗU�����^���ָ�ƗU�ć��ς����_ʼ���Y���r�Ƅӂ���Ȧ�D�^�ĽǶȡ��ڲ����ε���Փ��r�£��ƗU�����^�����

�������κ�픸��β����c���ϣ������^��Ǟ顰��=

�����Ԍ��H�����ƗU��n
g�飺
�@Ȼ��δ�����ε��X���������X�������X�����ϵĉ����Ƕ���С������ֶ����κ�픡�����������ȥ��ͬ�ą^�Ρ���
��

���ķ��䑪����������������픸����������L��ȵ�ԭ�t���M�С�һ��ɽ���ȡ

��

��2��4������ȡ��l
f=esin
��
[Ӌ�㌍��]��
����TW-3-16�ƗU�p������Ҫ����XȦ�X�������κ�ͬ�r�������ƗU��ng������5�������������_�����������飺
ȡ

���t
=3�㣬

����l
a=0.36mm�x���T
Z=0.19mm�����X���ֶ����κC�����ܵõ������@���ơ�
4.4���XȦ�X���Ĺ������y�����ӹ����ȿ���
Ŀǰ���ƗU�p�����Ĵ��������a�У������XȦ�X���ļӹ������õ�߀���Ƿ��ɼӹ���������y���ֶ��L���ԁ�һֱ�]�ܵõ��ܺõĽ�Q��һЩ���a�S����Ҫ�����Üy���X�����XȦ��A�ĺ�ȼ��X����XȦ��A�ĺ�ȁ��_�����ӹ��X���ĺϸ��c���@�N�������]���܉���ȫ���������XȦ�X���ڼӹ��^�������a�����`����H��������ƫ�ľ���`��������y���������A��Ӌ����Ĺ�������Փ�L�Ȟ������������y���ĽY�����܉��Д���ӹ��^����Ӱ푃��XȦ�X���ӹ����ȵĸ������ƅ������a�����`��Ķ����@Щ�����M���{����ʹ֮�_��Ҫ��ľ��ȡ�
4.4.1���������L��Ӌ��
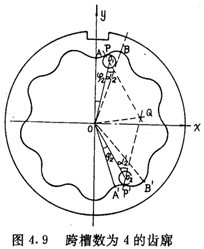
��D4.9 ��ʾ��AB������һ���X�۵�һ���X����A��B���ǿ�۔���K���D��k=4)��һ���X�ҵ���һ���X���������ǃɂ����|��ͬ���X��������AB�����ǹ����X�����tA��B���Ƿǹ����X�����x��D4.9��ʾ������ϵ������ԭ�cO�c���XȦ�������غϣ�y�S�cOA�غϡ��OP��x��y����AB�X���ϵ�һ�c����P�c�c���XȦ�X������|����L�ӵ�λ�ýǞ�
����A��B����ȡP�c�Č����cP�䣬ʹ��A��OO
2=
��P���c�cP�c���P�ڡ�AOA���ƽ�־���ȫ���Q�ģ���0P��=OP��a
2=

��OO
1=00
2���D4.9��PO
1�cP��O
2�ཻ��Q�c�������������������P���c�cP�c�����й�ͬ�ķ��������O�S��P�cλ�õĸ�׃����ȻP���cҲ�S��P�ĸ�׃����׃����ʹPO
1�cP��O
2��ͬһ�lֱ���ϣ��˕rP���cP���й�ͬ�ķ������˕r��
��ʽ�����X��AB���c��۔���k���X�����й��������c�ėl������k�_���������ڹ��������t�ɣ�4.17��ʽ���Y�ϻ����Pϵʽ��2.38���ȿɽ��
��ֵ����
�ĈD4.9����ù������L�Ȟ飺
Wk=2��l1+l��cosa2+2rz ��4.18��
ʽ��l
1��a
2�c
���Pϵ�ɻ����Pϵʽ���_�����@Ȼ���ɂ��X�۵�ͬ���X����ͬ�鹤���X����ǹ����X�����Dz����ڹ������ġ�
4.4.2�������Ĕ�Ŀ
���ڃ��XȦ�X�����������������ҹ����X���c�ǹ����X������ȫ���Q�ģ�����ֻ��ӑՓһ���X�۵�һ���X���c�����X�۵���һ���X�������еĹ�������
�
���XȦ���X��Z
N�������攵��Ҳ������ż�������H�aƷ�����攵��������ӑՓ���}�ķ��㣬���ýؔ�ȡ����̖��INT������Z
N��ż���r��INT

����

����Z
N���攵�r��INT

����

���ɺ���ʽ��4.19���ɵã�
����́��v�h����۔�kȡ��ͬ��ֵ�r�����еĹ�������r��
��1����۔�k��INT

����r
�ɣ�4.12��ʽ����4.22��ʽ֪����Z
N���殔�x����f��0��<0��f

<0����Z
N��ż������f��0��<0��f

<0�������ՓZ
N���攵߀��ż�������̣�4.20���څ^�g[0��

]�����н⣬�t�؞�ɂ������ҳ�����f��
���څ^�g[0��

]�ȵĘO���c����
����ʽ�Y�ϻ����Pϵʽ������Ӌ��C�ɽ��
�څ^�g[0��
]��f��
���ĘO���c���@Ȼ�����O��ֵ�������t�������Ѓɗl�����O��ֵ��ؓ���t�����������ڡ�����Ӌ��߀�������ژO���cǰ������f��
�����{���ӣ��ژO���c����f��
�����{�pС��һ��O���c�ӽ�

����ӑՓ���㣬�x
=

�������c������O���cӑՓ����Ӌ���C��������Ӱ푽�����_�ԡ�����f(
) >0���t��[0��
]�ȱ��Ѓɂ��c�M�㷽��(4.20)���@�ɂ��c������
ֵ�քeλ��[0��
]����
��
֮�ȡ��Y�ψD4.9��֪��λ��[0��
]�ȵ��c���乫�����X��������λ�ڣ�
��
���������X�������X�����DZ��y�ɂ��X������̵��B�������X�������DZ��y�ɂ��X�������L���B�����@ʹ�Ì��H�y���ɞ���С�����f(
)<0���t�����������ڡ�
�t����۔�k<k
0�r�����X�������ڹ���������INT

��k>k
0�r�����X���������ɗl��������
�ʷ��̣�4.20��ֻ�څ^�g��
��
���н⣬�����X��ֻ��һ�l���X��������
��Z
N��ż���r����f��0��>0��

,�ʃ��X��Ҳֻ��һ�l���X����������λ��
=
�ѿ�۔�kȡ��k
0��INT(
) +1֮�g��ͬ����ֵ�r�����еĹ���������һ����ǃ��XȦ�X�������еĸ��N��ͬ�L�ȵĹ�����������
[����]
����ǰ���ᵽ��3TWY7.5-12�ƗU�p�������X��ZN=11��Ӌ��õ�k0=4��������۔�kС�ڵ���4�r�����X�������й�����������۔�k=5�r��Ӌ��õ��ɗl����������Փ�L�ȷքe�飺
�X������ W
51=209.632mm��������
=1.755��
���X������ W
52=215.716mm��������
=12.485��
����۔�k=6�r��Ӌ��ó�ֻ�� �l���X������
W
63=230.146mm��������
=15.205��
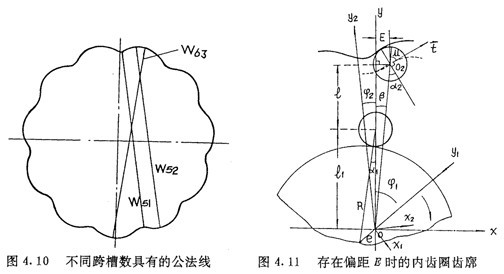
�����������ƗU�p�����ă��XȦ�X���������l��ͬ�L�ȵĹ�������������λ����D4.10��ʾ��
4.4.3�����S����ƫ���r�ă��X����������
�ÈA���ε��ӹ����XȦ�X���r�������S�������XȦ�İ돽�����������\�ӣ�������������XȦ�돽�����\�ӣ��Ǿ�����ƫ�ࡣ�ڈD4.11�У����������ĵ��\�ӷ���ƽ����y�S��������������O2̎���Ǿ�����ƫ��E���F�ځ������˕r�ӹ��������X�����������L�ȣ�
ͬ�D4.11�ɵã�
���õڶ������ƌ�����L�ӹ������Pϵ�ķ����ɵ�a2�ca1���Pϵ�飺
���^������֪��������ƫ��E�r���ڿ�۔���k�ă��X���Ͼ��й��������c�ėl����Ȼ����ʽ��4.17����ʾ���������L�Ȟ飺
���4.30��ʽ�ͣ�4.31��ʽ�е�E=0���õ��ľ��ǟoƫ���r�ă��XȦ�X����Փ����ʽ��2.21�����������L�ȣ�4.18��ʽ��
4.4.4���ù������`������ӹ��{�������`��
���X������ʽ��4.30������֪�����X���Π�ȡ�Q��ƫ���S��ƫ�ľ�e��ƫ���S�����ĵ��̶��c�L��R�����߰돽TZ���M�����l�Լ������S��ƫ��E��e��R�NJA�߽Y���ϵĹ̶��ߴ磬��ԓ�{���ñM�����_�������`��ӡ�e����RҲ�ǂ���ֵ������TZ�����ڵ��������`��ӹ��^���е�ĥ�p���𣬡�l����E�����ڲ����`��������ˣ���TZ����l����E�nj����X���`��Ĺ�ˇ���ء�����������������������L�ȵ�Ӱ푡�
�ѹ������L��Wk��������׃����TZ��l��E�ĺ�������Wk=Wk��TZ��l��E�����ɣ�4.31��ʽ�ɵã�
���O����i��ʾ��������̖���á�Wki��ʾ��i�l���������H�y������ֵ�c��ՓӋ�����ֵ���`��t�ɵõ��������L���`��̞飺
�t��
��ʽ��A-1�Ǿ��A����ꇣ��Q�`���ꇡ������������ƫ����ֵ������y��һ���X�۵�һ���X���c�����X�������l���������`����뷽�̽M��4.32��֮�����������ġ�TZ����l�͡�E����TZ�ǽ�Ӌ��õ��ĵ��߰돽���`���l���M������`���E�ǵ����S��ƫ�ľ���`�����Ӌ��Y���m���{���@Щ��������Ѹ�ٵ�����X�����ȣ�ʹ֮�_������Ҫ��
��Ӌ�㌍����
ǰ�����f��3TWT7.5-12�ƗU�p����������������Ӌ��õ����`����A-1�飺
��һ�����XȦ�X���ό��H�y�����l���������L���c��Փ�L�ȵ��`��飺
��W51=0.02261mm
��W52=0.03806mm
��W63=0.02106mm
����ʽ��4.32���ɵã�
��TZ=0.0202mm����l=0.032mm����E=0.1697mm
����Ӌ��Y���m���{���@Щ��������Ѹ������X�����ȣ�ʹ֮�_������Ҫ��